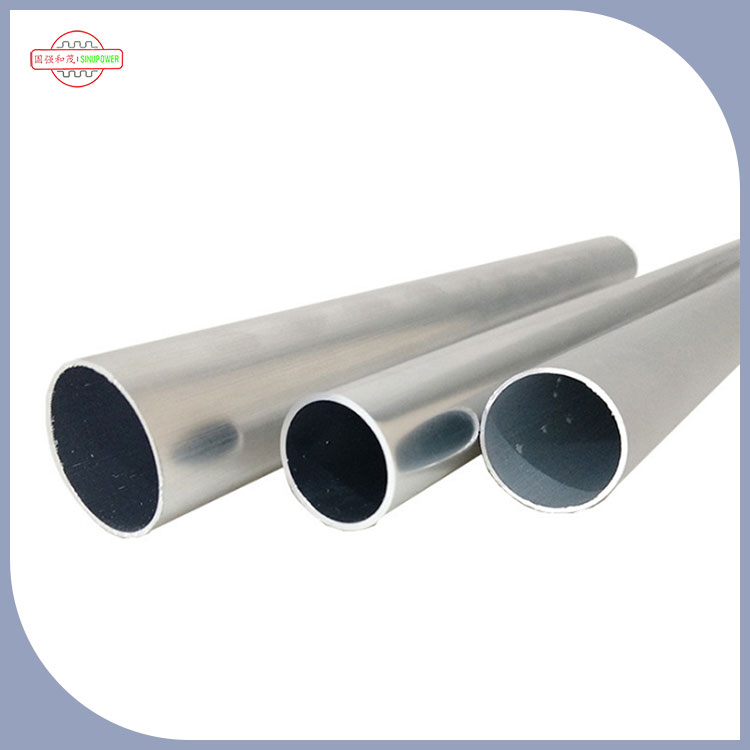

Lamedad ovaalsed torudon ristlõikega lamedad ovaalsed (pikk telg 80-200 mm, lühike telg 30–80 mm) ning sellised probleemid nagu ristlõike viltu ja liigne urud tekivad täisnurkade lõikamisel. Täpse töötlemise saavutamiseks on vaja professionaalseid protsesse ja tööriistu, et tagada järgneva keevitamise või kokkupaneku kvaliteet.
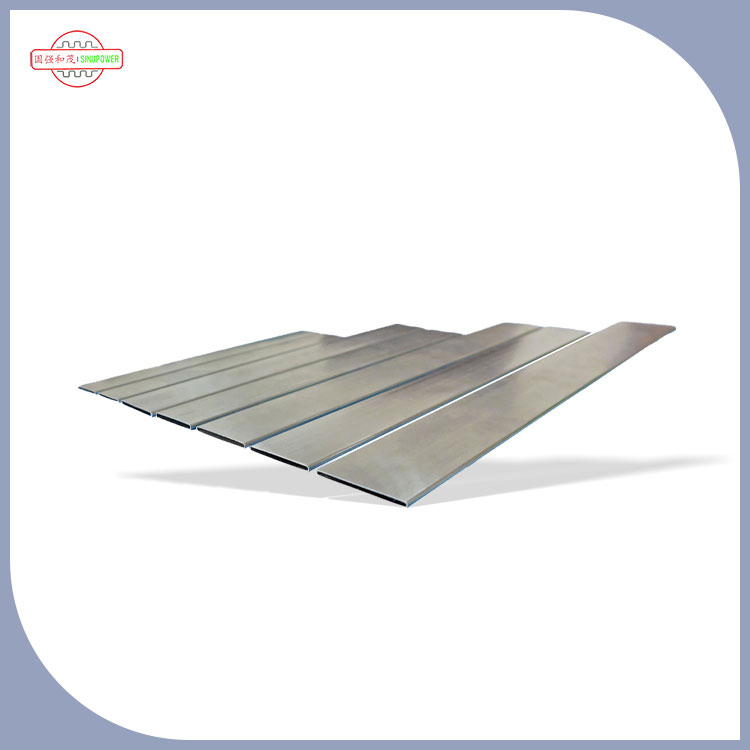
Lõikamise raskus on koondunud ristlõike omadustele. Lamedate ovaalsete torude asümmeetriline struktuur raskendab traditsioonilise ühesuuruse meetodi õige nurga täpsuse tagamist. Kui lõikenurga kõrvalekalle on suurem kui 1 °, ületab tagumiku liigese vahe 0,5 mm, mõjutades keevitustugevust. Lisaks, kui toru seina paksus (tavaliselt 2–5 mm) on ebaühtlane, on kohalik ülekuumenemine ja deformatsioon kalduvus. Eriti roostevabast terasest materjalide töötlemisel põhjustab kõrge temperatuur oksiidi skaala moodustumist, suurendades järgnevaid lihvimiskulusid.
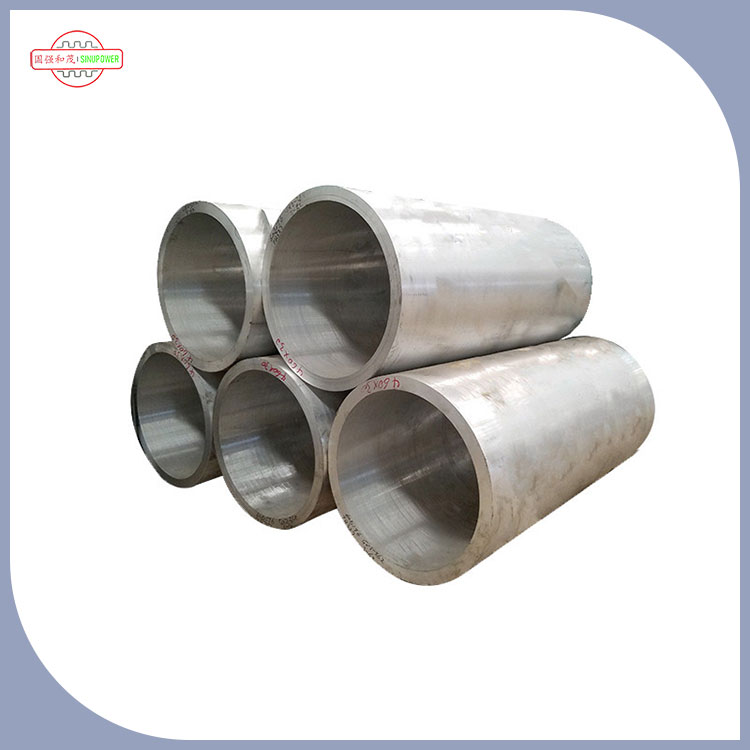
Tööriistade valik peab vastama materjalile ja spetsifikatsioonidele. Madala süsihappegaasiheitega terasest lamedate ovaalsete torude puhul on soovitatav plasma lõikamine (vool 80-120A), lõikekiirus 10–15 mm/s ja sektsiooni vertikaalsuse viga saab juhtida 0,3 mm/m piires; Roostevabast terasest materjalidele eelistatakse laserlõikamist (võimsus 500-1000W), mis realiseerib kontaktivaba töötlemise optilise kiuga edastatavate suure energiatarbega valguskiire kaudu, soojuse mõjutatud tsooniga <0,1 mm, et vältida graanulaarset korrosiooni. Õhukese seinaga torud (paksus <3mm) võivad kasutada CNC traadi lõikamist täpsusega ± 0,01 mm, mis sobib täpsuskomponentide töötlemiseks.
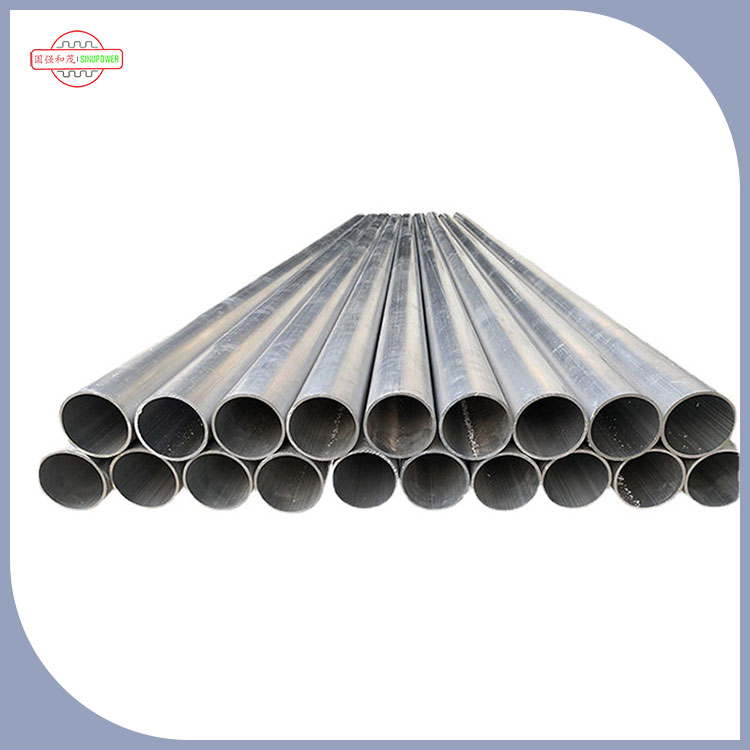
Operatsiooniprotsess keskendub positsioneerimisele ja parameetrite seadistamisele. Enne lõikamist tuleb toru liitmikud fikseerida kinnitusdetailide abil, et tagada lõikejoon teljega risti (kõrvalekalde ≤0,5 °) ja deformatsiooni vältimiseks kontrollitakse kinnitusdetaili kinnitusjõudu 5-10MPA juures; Plasma lõikamise ajal hoitakse düüs toru seinast 3-5 mm kaugusel ja gaasi rõhk (õhk või lämmastik) seatakse kaare lahknemise vältimiseks 0,6-0,8MPa; Laseri lõikamine peab fookuspositsiooni reguleerima vastavalt seina paksusele ja paksude seinaga torude fookus reguleeritakse kuni 1/3 toru seinast, et parandada lõike läbitungimist.
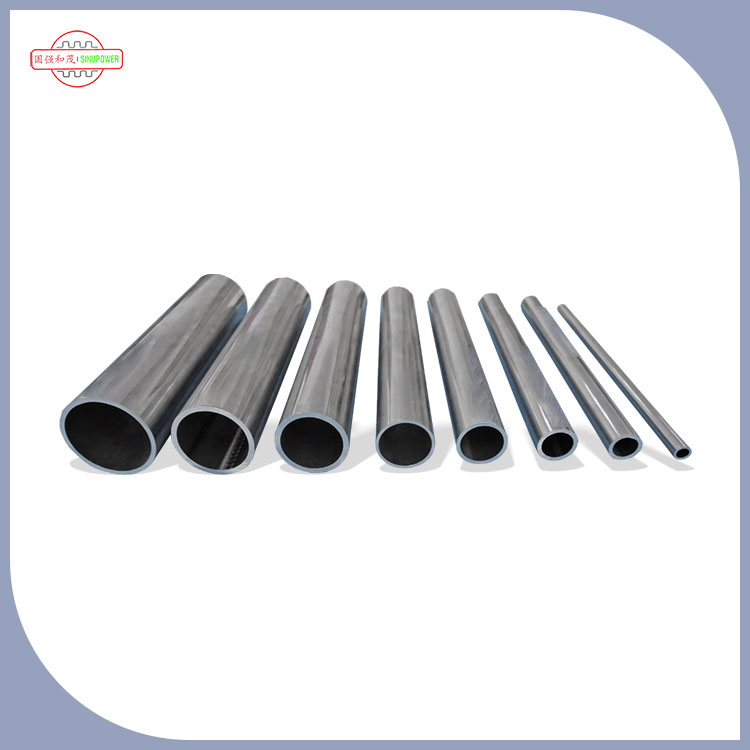
Järgnev töötlemine mõjutab lõplikku kvaliteeti. Pärast lõikamist on vaja nurgaveski (koos 120-liimega lihvimisrattaga), et eemaldada BURR-id, et ristlõike karedus oleks RA≤12,5 μm; Roostevabast terasest torud tuleb passiivida (lämmastikhappe lahusesse sukeldatud 10–15 minutit), et vältida rooste lõiku. Suure täpsusega stseenide (näiteks auto väljalasketoru kokkupanemise) korral tuleb täisnurga kõrvalekalle tuvastada kolme koordineeritud mõõtmisinstrumendi abil, et tagada see, et see vastab tolerantsistandardile ± 0,1 °.
Täisnurkade lõikamine Flati ovaalsed torudnõuab nii seadmete jõudluse kui ka protsessi üksikasjade arvestamist. Täpse positsioneerimise, parameetrite optimeerimise ja sellele järgneva töötlemise kaudu on võimalik saavutada sujuv ristlõige ja täpse nurga töötlemisefekti, pakkudes torujuhtmeühenduse tihendi ja struktuurilise tugevuse põhigarantii.